您好!欢迎访问九州体育电子平台(中国)有限公司(证券代码:872419)

 ENGLISH
ENGLISH营业时间
工作日 8:30-17:00
全国服务热线
0086-21-67270219
总部地址
上海市金山工业区朱漕公路68号
营业时间
工作日 8:30-17:00
全国服务热线
0086-21-67270219
总部地址
上海市金山工业区朱漕公路68号
1. 钢带使用寿命有多长
钢带的使用寿命长短是多方面来影响的,我们不能给出一个准确的结果,因为钢带的应用也很广,而且功能需求也不一样。有些行业和用户能用十多年,有些也只有短短的几个月,我们现在就简述一下哪些因素决定着钢带寿命。
(1)人为因素
是指操作不当引起的变形、跑偏、撞裂、鼓包、划痕等,规范的操作制度很重要。
(2)设备因素
设备不合理的设计,零部件的老化,纠偏或限位装置失灵,无钢带保护装置等。
(3)工作环境因素
〉速度
〉强度
〉时间
(4)维护与保养
定时、定期巡查,早发现早维修,定期更换或清理影响钢带品质的装置和配件。
·什么可导致钢带损坏?
- 胶块或者异物进入钢带
- 钢带导向问题
- 链损坏
- 钢带边缘摩擦并呈直角状(硬化并趋向开裂)
- 缺乏有效清洁,使尘埃、木屑等积累
- 翘曲
2.钢带在整套设备系统中,被视为**重要的部件和工业耗件,钢带在运行过程中难免会出现人为操作不当致损或是使用一定年限后出现疲劳性损坏,经维修处理后使钢带继续正常生产运行,使产品价值**大化。
常见钢带损伤症状:
(1)钢带边缘直线裂缝,经评定后有修复意义,进行简单的点焊维修。
工作内容:钢带焊接、打磨、去应力、粘补导向胶条等。
相关延伸内容:如边缘裂缝出不规则裂缝,需进行挖补焊接。
工作内容:准备与钢带相同的材料、挖掉钢带损坏的部分替换后进行焊接、打磨、去应力、粘补导向胶条等。
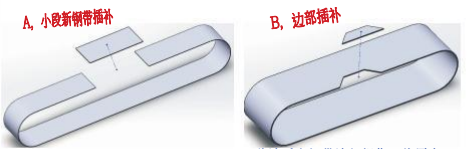
(2)钢带中间出现裂缝,经评定后有修复意义,碰到此类情况钢带需进行插补焊接。
工作内容:准备焊接工装、准备钢带相同的材料、焊接、、打磨、去应力、粘补导向胶条、钢带调试等。
(3)钢带由于设备各种原先导致钢带出现变形,经评定后具有修复意义,碰到此类情况钢带需进行插补焊接。焊接之前需提前解决设备问题,防止修复后2次损坏。如钢带整体变形严重,无修复意义。
工作内容: 检查并解决设备问题,准备焊接工装、准备钢带相同的材料、焊接、、打磨、去应力、粘补导向胶条、钢带调试等。
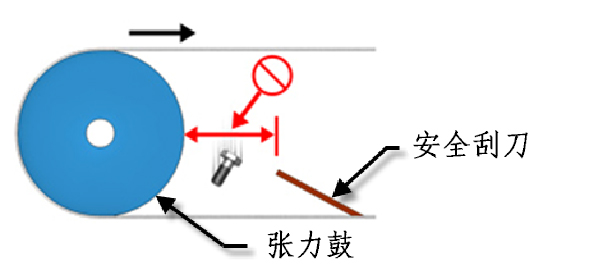
刮刀和钢带之间角度不能超过30。这点在化工行业上特别重要。因为刮刀材质是金属的。如果角度超过30。刀片实际上直接刮擦在钢带表面。
(4) 钢带鼓包变形等问题可依据用户对钢带损坏的位置或工艺所需的评定,可以有如下方式修复或改善。

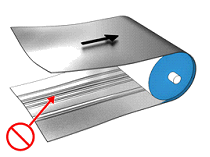
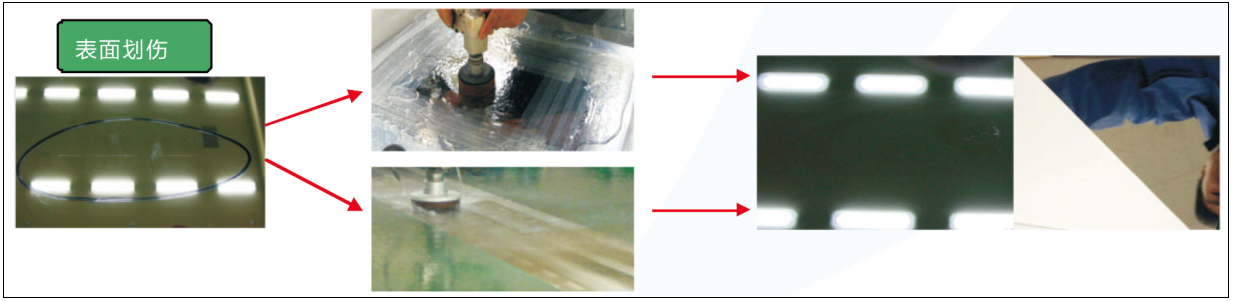
(5) 钢带表面划伤,钢带磨损,检查安全刮刀或其它接触钢带的部件。更换零配件后对钢带进行处理,打磨方式可以修复或改善。
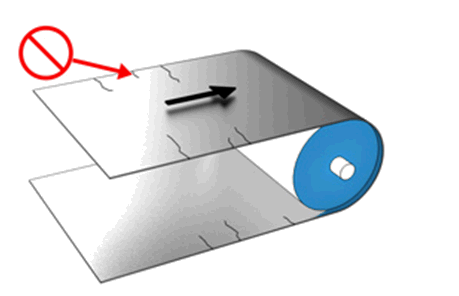
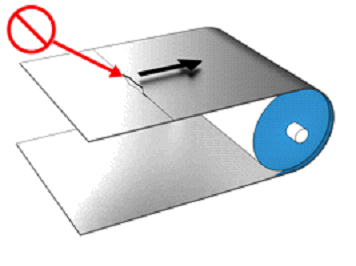
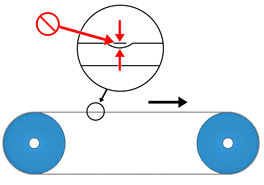
(6)开机运行前检查设备,防止在钢带和张力鼓之间有产品和异物通过的钢带设备,防止钢带损伤,安全刮刀安装在离张力鼓尽可能近的地方。
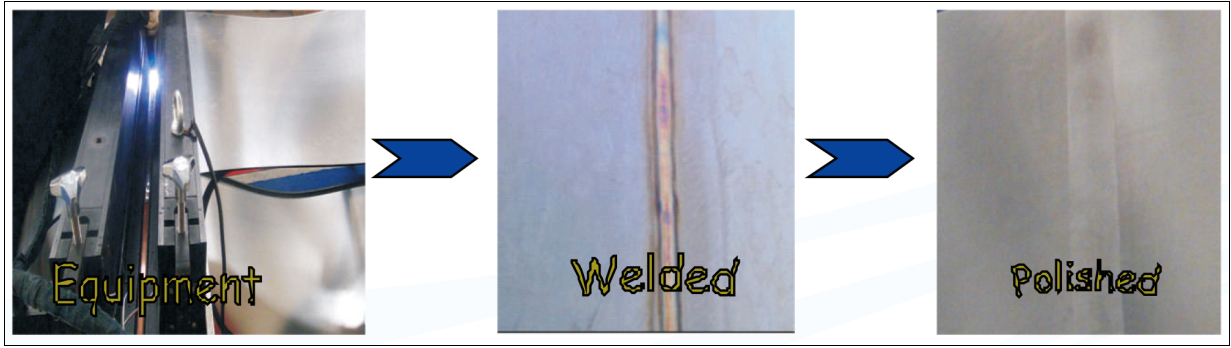
(7)钢带焊接:NAUT手自一体式的TIG/L/M-P“无缝焊接”工艺技术,**理想的厚度误差可控制在0.02mm以内的精度(与母材料比较),依据不同的钢带焊接指数及后期的处理,可使焊接强度可达母材料强度的80%至97%。
罗特焊接工艺:
(8) 在钢带使用中出现胶条脱落等情况,无疑会增加损坏钢带的机会,罗特现场特殊粘接胶条工艺,可使胶条快速的粘接在钢带表面,粘接上去的胶条非常牢固,不易脱落。

欧标防偏与定位矮胶条/欧标防水、防偏、定位高胶条,用于定位或防跑偏现象,保证其运转时正常化和一致性,减少振动或位移。

罗特钢带无疑是化工行业**理想的钢带,NAUT BELTS 在粉末压片机、造粒机、冷却结片机系统等方面都得到了良好验证,无论在实际温度在180度左右还是在350度左右的冷却固化成型过程中,罗特钢带始终保持其钢带的平整度、高寿命等特性,这也不仅提高了生产效率、同时降低了生产成本。